Summary: In the color ferro coil processus productionis, subiectum coquens per clibanum celeritate maxima 140 m/m...
In the
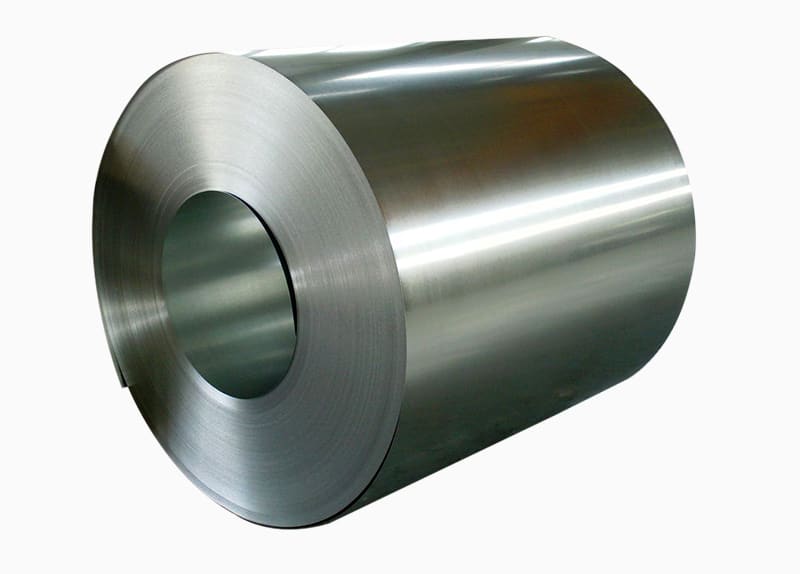
color ferro coil processus productionis, subiectum coquens per clibanum celeritate maxima 140 m/min transire potest. Ad tempus satisfacientem sanandum, longitudo clibani cocti plerumque 30-50 m. Postea depingitur substratum, utraque parte tinguntur membranae pingendae. Ad faciendum substratum per cavitatem fornacis suspensum, genera sunt fere duo fornacium: aer-fluens et suspensus.
Aer fluitantis speciei supinis airfluis utitur in fornacem ut subiectam teneat; genus suspensionis tensione generata utitur tensione scutulis ante et post habena ad temperantiam positionis habenae in fornace. Propter longum intervallum, subiectum erit quendam gradum sag. Fornax cavitas in adversa specie arcus designari debet. Unitas color efficiens plerumque ex aere calido calefactus est, et modus est calefactionis exhauriendi gasi incineratio gasi. Temperatura in fornace dividitur in 4~5 areas ad imperium, ita ut curva temperatura in fornace mutari possit secundum exigentias pingendi adhibita.
Duo methodi calefactionis, linearis et curvati, nunc ad sanationem efficiendam praesto sunt. Genus linearis refertur ad methodum sanandam, in qua 4 ad 5 areas clibani coquendi temperaturas fornaces omnino constant; genus curvatum refertur ad modum regendi curationem pingendi diversis temperaturis in 4 ad 5 areis in fornace. Exempli gratia, longitudo fornacis 50 m est, velocitas unitatis 120 m/min, et habena chalybs crassitudine 0,5 mm in eadem fornaci temperie 310 °C, 310 °C calefieri potest; 310 °C, 310 °C, 310 °C, vel 210°C adhiberi potest. , 260 , 330 ℃, 350 , 320 5 temperatura curvae diversae fornacis ad calefactionem. Optima curva temperatura requisita uniuscuiusque unitatis pro unaquaque tunica determinantur per praxim.